Obecnie istnieje wiele rodzajów hartowanych części rowkowanych, takich jak rowki otworów wałków rozrządu, obudowy mechanizmu różnicowego itp. Jednak jakość hartowania rowkowanych części nie jest gwarantowana, a hartowanie jest również bardzo trudne. W tym artykule cewka hartująca typu rowkowego została ulepszona w jednej i dwóch formach oraz dostosowana podczas debugowania procesu, tak aby efekt hartowania był idealny i spełniał wymagania różnych części rowków.
1. Omówienie wzbudników hartowniczych do części rowkowanych
(1) Stan rowkowanych cewek hartowniczych
Wewnętrzna strona szczeliny części jest podgrzewana, zwłaszcza gdy wewnętrzna szerokość strony jest mała, trudno jest zaprojektować cewkę indukcyjną. Cewka indukcyjna na rysunku 1 wykorzystuje zasadę efektu zbliżeniowego do ogrzewania powierzchni wewnętrznej z wysoką wydajnością. Aktywną częścią induktora są dwie rurki przewodzące pośrodku. Ponieważ kierunki prądu w obu rurkach są zawsze w tym samym kierunku, prąd w rurze przewodzącej jest wypychany na zewnątrz. Chociaż do dwóch rur przewodzących nie dodano magnesów, mają one dość wysoką wydajność grzewczą.
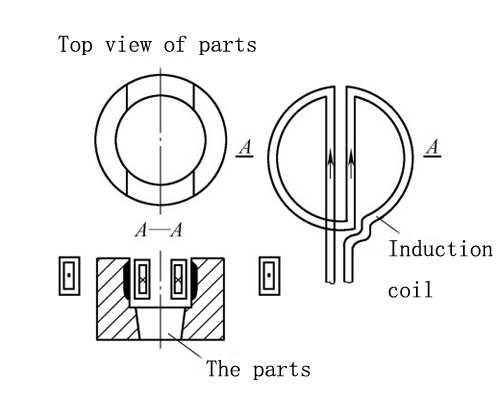
Rysunek 1 Dwuprzewodowy industor grzewczy wewnątrz gniazda
(2) Konstrukcja wzbudnika hartowniczego z małą szczeliną otworową
Ponieważ szerokość szczeliny wynosi 9 mm, do wykonania cewki indukcyjnej zastosowano dwie rurki przewodzące, użyte rurki miedziane są bardzo małe, produkcja jest trudna, a żywotność cewki indukcyjnej jest bardzo krótka. Dlatego jest ulepszony, a do ogrzewania używana jest pojedyncza rura miedziana, a do ogrzewania wykorzystywany jest efekt zbliżeniowy ogrzewania indukcyjnego (patrz rysunek 2).
Rysunek 2 Udoskonalona struktura przemysłowa
2. Zastosowanie induktora do hartowania rowków
Następnie przeprowadzono testy hartowania odpowiednio rowków wałka rozrządu i rowków otwarcia obudowy mechanizmu różnicowego.
(1) Badanie procesu hartowania otwartego rowka wałka rozrządu
Producent wałków rozrządu powierzył naszej firmie hartowanie otwartego rowka wałka rozrządu. Szerokość otwartego rowka wynosi 9.3 mm, głębokość wynosi 9 mm, a odkształcenie szerokości rowka jest mniejsze lub równe 0.1 mm (patrz rysunek 3).
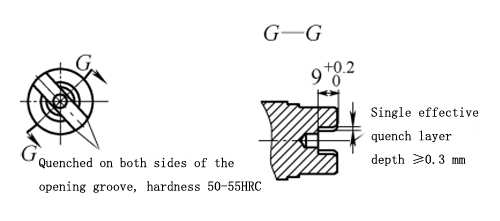
FIGA. 3 Wymagania techniczne dotyczące otworów wałków rozrządu
Część grzewcza induktora jest najpierw podgrzewana przez rurkę miedzianą o przekroju prostokątnym (patrz rysunek 4), reguluje się szczelinę między powierzchnią grzewczą a dolną powierzchnią szczeliny otwierającej i stosuje się do hartowania częstotliwość 50kW, 30kHz, hartowanie powierzchnia wynosi tylko około 4 mm, co jest dalekie od spełnienia wymagań technicznych. Struktura induktora wymaga poprawy.

Rys. 4 Próbny blok hartowniczy rury miedzianej z efektywną powierzchnią grzewczą o przekroju prostokątnym (30kHz)
Część grzewcza cewki indukcyjnej wykorzystuje rurkę miedzianą o przekroju trapezowym (patrz rysunek 5), reguluje szczelinę między powierzchnią grzewczą a dolną powierzchnią szczeliny otwierającej i wykorzystuje częstotliwość 30 kHz, 50 kW do hartowania, obszar hartowania wynosi tylko 8 mm, nadal nie spełnia wymogu 9 mm, ale jest bardzo zbliżony do wymagań technicznych, konieczne jest w tym momencie dostosowanie parametrów procesu.

Rysunek 5 Przykładowy blok hartowniczy rury miedzianej o efektywnej powierzchni grzewczej o przekroju trapezowym (30kHz
Spróbuj użyć rurki miedzianej o przekroju trapezowym do części grzewczej cewki indukcyjnej, wyreguluj szczelinę między powierzchnią grzewczą a dolną powierzchnią otwartego rowka i użyj częstotliwości 5.8 kHz, krótkotrwałego ogrzewania 90 kW do hartowania, głębokości i twardość utwardzonej warstwy po obu stronach całego otwartego rowka spełnia wymagania techniczne, otwór występuje również utwardzona warstwa na dolnej powierzchni rowka i pod kątem prostym (patrz rysunek 6), a odkształcenie jest również niewielkie ( patrz załączona tabela), a klient jest bardzo zadowolony.

Rysunek 6. Przekrój trapezowy efektywnej powierzchni grzewczej próbki hartowania rury miedzianej (5.8 kHz)
(2) Test procesu otwierania szczeliny obudowy mechanizmu różnicowego
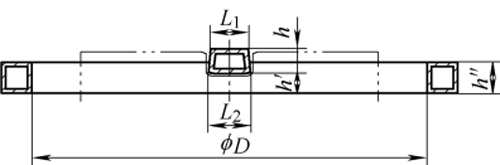
Producent samochodów zlecił naszej firmie hartowanie rowka łączącego w obudowie mechanizmu różnicowego (patrz rysunek 7). Szerokość rowka wynosi 18.5 mm, a głębokość 9 mm. 8 rowków jest równomiernie rozmieszczonych na pierścieniach Φ120 i Φ75. Wymagania techniczne to kucie Po hartowaniu i odpuszczaniu 90 ~ 230HBW, część z linią przerywaną jest hartowana indukcyjnie, twardość powierzchni wynosi 53 ~ 59 HRC, Ds = 2 ~ 3 mm.
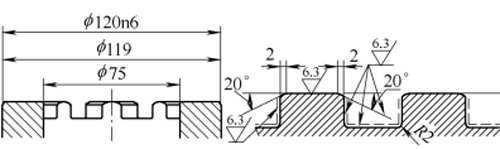
Rysunek 7 Wymagania techniczne dotyczące szczeliny otwierania obudowy mechanizmu różnicowego
Ponieważ efekt hartowania cewki indukcyjnej o przekroju trapezowym jest idealny z przodu, ta konstrukcja cewki indukcyjnej jest również używana w późniejszych testach. Użyj 5.8kHz, 98kW do ogrzewania i hartowania, szczelina między induktorem a dolną powierzchnią zbiornika wynosi 0.5 ~ 1 mm, a ogrzewanie przez 5.2 s (uwaga: dodaj pomocniczy układ chłodzenia, aby zapobiec odpuszczaniu w pobliżu obszaru hartowania zbiornik otwarty). Sprawdź, czy nie ma utwardzonej warstwy na zaokrągleniu R2mm (patrz rysunek 8). Należy skorygować położenie czujnika i parametry procesu.

Rysunek 8 Pierwsza wygaszona próbka przypadku różnicowego
Zgodnie z powyższym testem wprowadzono następujące poprawki: zwiększ szczelinę dolnej krawędzi do 1 ~ 1.5 mm, użyj 5.8 kHz, 98 kW do ogrzewania i hartowania oraz wydłuż czas ogrzewania do 6.5 s do ogrzewania i hartowania (Uwaga: dodaj pomocniczy system chłodzenia, aby zapobiec sąsiadowaniu strefy hartowania z otwartą hartowaną szczeliną). Wyniki badań: Twardość powierzchni po obu stronach rowka wynosi 55-56HRC, Ds=2mm; twardość powierzchni przy R2mm wynosi 55HRC, Ds=1.5mm; twardość powierzchni dna rowka wynosi 56 HRC, Ds=3mm (patrz rysunek 9). Wyniki badań spełniają wymagania techniczne.

Rysunek 9 Druga próbka hartowania w przypadku mechanizmu różnicowego
3. Wniosek
Kluczowe punkty hartowania części rowka są następujące: struktura induktora i efektywna struktura powierzchni grzewczej, szczelina między induktorem a częścią hartującą oraz dopasowanie parametrów procesu hartowania (częstotliwość, moc, czas nagrzewania itp. .) oraz układ chłodzenia zapobiegający odpuszczaniu w pobliżu obszaru hartowania.
Ponadto szczelina ma bardzo oczywisty wpływ na głębokość utwardzonej warstwy takich części i trudno jest zapewnić, aby szczelina między dwoma bokami czujnika a bokiem rowka otwierającego była dokładnie taka sama, co sprawia, że głębokość i kształt utwardzonej warstwy po obu stronach są asymetryczne, przez co dokładność pozycjonowania uchwytu wydaje się być bardzo wysoka. ważny.
tagi:utwardzanie powierzchniowe, na sprzedaż, elementy samochodowe do hartowania indukcyjnego,, hartowanie indukcyjne części samochodowych, krzywki do hartowania indukcyjnego, hartowanie indukcyjne przegubów homokinetycznych, hartowanie indukcyjne CVJ, obudowy mechanizmu różnicowego utwardzane indukcyjnie, rowki do hartowania indukcyjnego, hartowanie indukcyjne LJ zewn, Urządzenie indukcyjne hartowanie, obrabiarka do hartowania indukcyjnego, Proces hartowania indukcyjnego, serwis hartowania indukcyjnego, roztwory do hartowania indukcyjnego, stale utwardzane indukcyjnie, Nagrzewnica indukcyjna, nagrzewania indukcyjnego, indukcyjna maszyna grzewcza, hartownica indukcyjna, KETCHAN, KETCHAN Electronic, Producenci, Cena, Dostawcy, odpuszczanie po hartowaniu indukcyjnym, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





