Przed indukcyjną obróbką cieplną powierzchni produktów kół samochodowych bardzo ważna jest konstrukcja induktora. Jakość nagrzewnica indukcyjna bezpośrednio wpływa na debugowanie i przetwarzanie produktu i ma duży wpływ na jakość hartowania produktu. W przypadku indukcyjnej obróbki cieplnej określonego produktu przeanalizuj i omów projekt induktora do zakończenia uruchomienia produktu.
Przegląd
Metale można nagrzewać w cewce indukcyjnej, opierając się głównie na zjawisku indukcji elektromagnetycznej. Istota indukcji elektromagnetycznej polega na tym, że zmienne pole magnetyczne powoduje zmienne pole elektryczne, a zmienne pole elektryczne powoduje zmienne pole magnetyczne. Kiedy prąd przemienny przepływa przez przewodnik, gęstość prądu na powierzchni przewodnika jest stosunkowo duża, podczas gdy gęstość prądu wewnątrz przewodnika jest stosunkowo mała. Zjawisko to to efekt skóry, znany również jako efekt skóry lub efekt powierzchniowy. Ponadto istnieją efekty zbliżeniowe i efekty pierścieniowe, które są bardzo ważne dla indukcyjnej obróbki cieplnej. Indukcyjna obróbka cieplna ma krótki czas nagrzewania, mniej tlenkowej skóry, małe odkształcenia, oszczędność energii i ochronę środowiska, a także łatwo jest zrealizować mechanizację i automatyzację. Dlatego jest szeroko stosowany w produkcji samochodów, ciągnikach, maszynach budowlanych, maszynach ciężkich, przemyśle łożyskowym, kolejnictwie i metalurgii oraz innych gałęziach przemysłu. Trend jest bardzo dobry.
Autorka zaangażowała się w hartowanie indukcyjne piast kół samochodowych od blisko 10 lat. Przebieg procesu indukcyjnej obróbki cieplnej kołnierza zewnętrznego i kołnierza wewnętrznego jest analizowany i uporządkowany poniżej w celu odniesienia i dyskusji przez kolegów.
Analiza rysunku produktu
Konstrukcje kołnierza zewnętrznego i kołnierza wewnętrznego pokazano odpowiednio na fig. 1 i fig. 2.
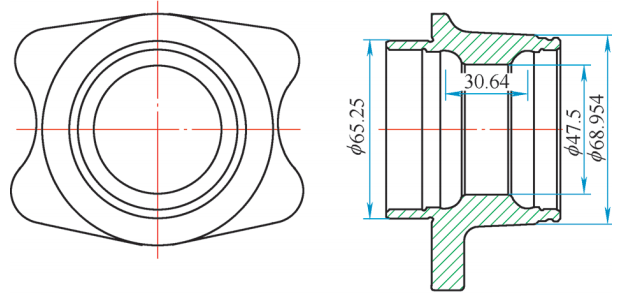
Rysunek 1 Struktura kołnierza zewnętrznego
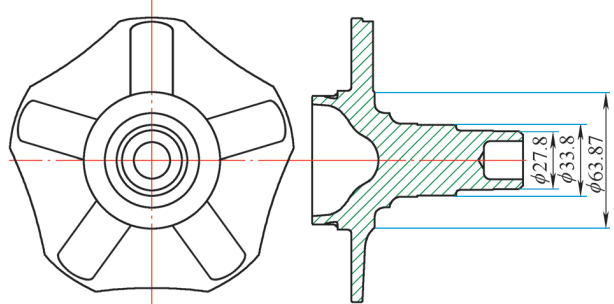
Rysunek 2 Struktura kołnierza wewnętrznego
1. Wymiary krytyczne
Kołnierz zewnętrzny (otwór wewnętrzny): grubość ścianki produktu, średnica wewnętrzna, wysokość, odstęp między rowkami, rozmiar koła podstawowego, ogólna struktura itp.
Rozstaw rowków tego produktu wynosi 30.64 mm, średnica koła podstawowego wynosi 65.25 mm, grubość ścianki kalibru wynosi 10 mm, a długość obszaru hartowania wynosi 40 mm. Kołnierz wewnętrzny (koło zewnętrzne): średnica wału głównego kanału produktu, wysokość wału, rozmiar koła podstawowego i ogólna struktura itp. Produkt to pełny wał o średnicy głównego kanału 33.8 mm, wysokość wału 71.1 mm, średnica koła podstawy 60 mm i długość obszaru hartowania 52 mm.
2. Wymagania techniczne
Wymagania techniczne obróbki cieplnej pokazano na rysunku 3 i rysunku 4.
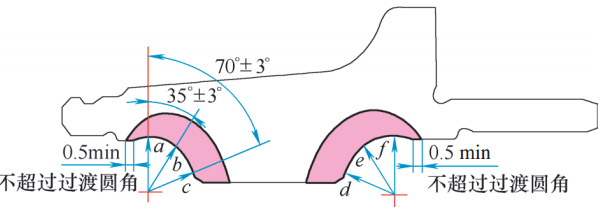
Rysunek 3 Kołnierz zewnętrzny
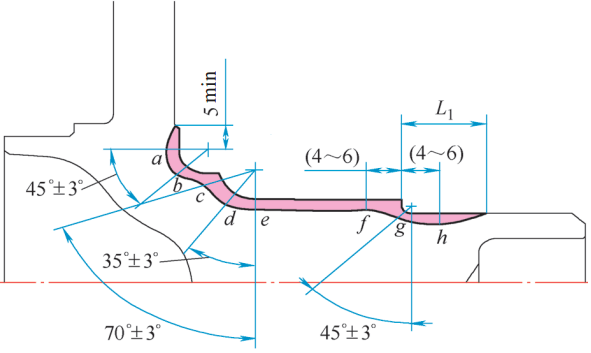
Rysunek 4 Kołnierz wewnętrzny
(1) Wymagania techniczne dotyczące hartowania i odpuszczania kołnierzy wewnętrznych i zewnętrznych
Twardość powierzchni hartowania wynosi 62-65 HRC, a twardość powierzchni odpuszczania wynosi 59-63 HRC. Struktura metalograficzna to martenzyt 4 ~ 6.
(2) Wymagania techniczne dotyczące wykrywania zewnętrznego kołnierza
Wykrywany w kierunku kąta wzoru, punkt a, f Ds = 1.9 ~ 3.2 mm; b, e punkt Ds = 2.2 ~ 3.7 mm; c, d punkt Ds ≥ 2.4 mm.
(3) Wymagania techniczne dotyczące wykrywania kołnierza wewnętrznego
Wykryj punkt a, b, e, h Ds=1.9~3.7 mm w kierunku kąta wzoru; d punkt Ds=2.2~3.7mm; punkt g Ds≥1.5mm; c punkt Ds≥2.4mm; punkt f Ds=2~6mm.
3. Skonstruuj wzór czujnika produktu
Zgodnie z powyższymi danymi wymiarowymi i wymaganiami technicznymi związanymi z produktem, zmierz całkowitą wysokość czujnika i rozmiar efektywnego koła, narysuj wzór projektowy czujnika, zmodyfikuj go zgodnie z rzeczywistą sytuacją i ostatecznie określ kształt cewka do utwardzania indukcyjnego.
4. Określ materiał i rozmiar cewki do utwardzania indukcyjnego
Połączenia cewka do hartowania indukcyjnego składa się ze skutecznej cewki, płytki przewodzącej, płytki stykowej i akcesoriów i jest wykonany z różnych materiałów.
(1) Przewodząca płytka stykowa, efektywny pierścień i płytka przewodząca. Wykonany z czystej miedzi T2 i lutowany mosiężnymi elektrodami.
(2) Rury wlotowe i wylotowe wody to okrągłe rury miedziane o średnicy zewnętrznej 12 mm i grubości ścianki 2 mm; kwadratowe rury miedziane o wymiarach 14 mm × 14 mm × 2 mm.
(3) Efektywne koło. Kwadratowa rura miedziana zewnętrznego kołnierza ma wymiary 8 mm × 10 mm × 1.5 mm; kwadratowa rura miedziana wewnętrznego kołnierza ma wymiary 12 mm × 15 mm × 2 mm.
1. Wzór konstrukcyjny cewki do utwardzania indukcyjnego
Połączenia cewka do hartowania indukcyjnego projekt pokazano na rysunku 5.
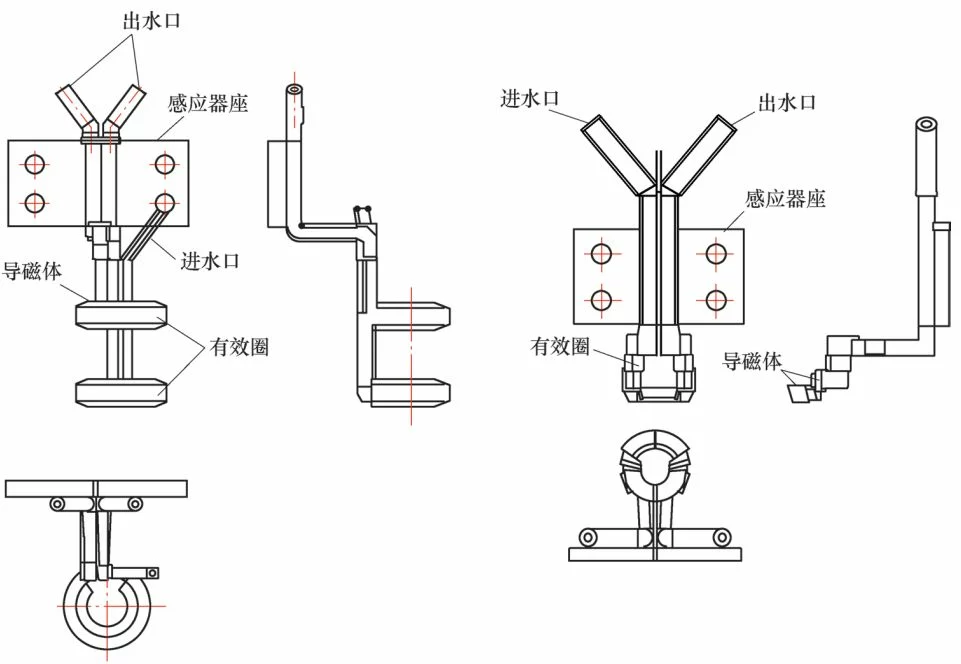
Rysunek 5 wzór cewki do utwardzania indukcyjnego
(1) Zgodnie ze strukturą produktu zaprojektuj, zmierz i narysuj wzór czujnika i zaznacz nazwę każdego komponentu.
(2) Płytka kontaktowa. Jak pokazano na rysunku 6.
Rysunek 6 Podłącz płytkę
Płytka stykowa powinna zapewniać niezawodne, szczelne i mocne połączenie z transformatorem gaszącym. Grubość płytki stykowej powinna wynosić >1.57d (d to głębokość penetracji prądu), ale <12mm, a grubość płytki w tym przypadku powinna wynosić 10mm.
Szerokość płytki zmienia się w zależności od mocy czujnika. Generalnie jest wybierany w zakresie 60-190mm, a górna granica jest wybierana, gdy moc jest duża. Tutaj szerokość deski jest wybrana jako 60 mm, a długość deski jest wybrana jako 70 mm.
Średnica wykrawania śruby dociskowej na płytce stykowej wynosi 15 mm, a łącznie są 4 otwory na śruby, a śruby mogą używać M12. Należy zauważyć, że pozycje czterech otworów mocujących muszą być dobrze wymierzone, w przeciwnym razie połączenie z transformatorem nie będzie na miejscu.
Ponadto moc na cewce indukcyjnej jest rozprowadzana wzdłuż długości przewodnika, więc płyta przewodząca powinna być raczej szeroka niż wąska.
(3) Efektywna konstrukcja koła czujnika. W celu zapewnienia jakości wykonania czujnika należy przygotować niezbędne formy.
Wykonanie efektywnego pierścienia wymaga nawinięcia formy trzpieniowej (patrz rysunek 7), a rura miedziana jest nawijana na trzpień po wyżarzaniu. Średnica trzpienia powinna być nieco mniejsza niż średnica cewki indukcyjnej po nawinięciu gotowego produktu.

Rysunek 7 Forma trzpienia nawijającego
Jako przykład weź zewnętrzny kołnierz: szerokość rurki miedzianej w efektywnym kole cewki indukcyjnej wynosi 10 mm, średnica ramienia produktu wynosi 47.5 mm, a średnica trzpienia może wynosić 35 mm. Produkt kołnierza wewnętrznego wybiera również uzwojenie trzpienia, w którym można wybrać cewkę indukcyjną w rogu R produktu uzwojenia, średnica trzpienia może wynosić 63 mm, a ta sekcja cewki indukcyjnej powinna zostać przetworzona w nachylenie z pewien kąt, aby poprawić wydajność hartowania w rogu R. . Efektywne pierścienie innych części są nawijane zgodnie z rozmiarem rysunku.
(4) Parametry są określone. Cewka indukcyjna jest podzielona na hartowanie zewnętrznego koła i hartowanie wewnętrznego otworu. Różnicę wysokości między efektywnym kołem a przedmiotem obrabianym oraz odstęp między efektywnym kołem a przedmiotem obrabianym należy określić zgodnie z częstotliwością sprzętu do hartowania na miejscu, jak pokazano w Tabelach 1 do Tabeli 4.
Tabela 1 Różnica wysokości między efektywnym pierścieniem a przedmiotem obrabianym, gdy wewnętrzny otwór jest nagrzany
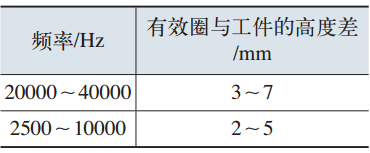
Tabela 2 Szczelina między efektywnym pierścieniem a przedmiotem obrabianym, gdy wewnętrzny otwór jest nagrzany
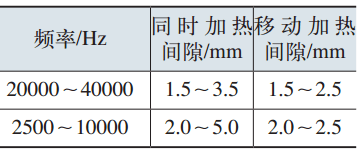
Tabela 3 Różnica wysokości między efektywnym pierścieniem a obrabianym przedmiotem, gdy zewnętrzny okrąg jest ogrzewany w tym samym czasie
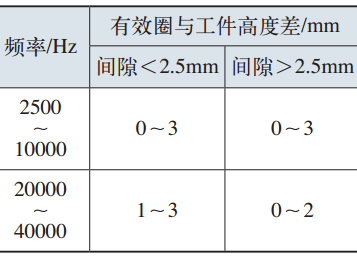
Tabela 4 Szczelina między efektywnym pierścieniem a przedmiotem obrabianym, gdy zewnętrzny okrąg jest nagrzany
Debugowanie i akceptacja produktu
1. Instalacja
(1) Wybierz obrabiarka do hartowania zainstalować czujniki i urządzenia pomocnicze, jak pokazano na rysunku 16.
Rysunek 16 Instalacja cewki indukcyjnej i urządzenia pomocniczego
Środki ostrożności dotyczące instalacji:
- Pamiętaj, aby podczas instalacji oprzyrządowania zwrócić uwagę na bliskość połączenia między cewką indukcyjną a transformatorem, a śruby muszą być zablokowane.
- Zwróć uwagę na pionowość efektywnego koła i produktu podczas instalacji czujnika, czujnik nie może być przechylony, w przeciwnym razie wpłynie to na jakość hartowania produktu.
- Kołnierz zewnętrzny należy zainstalować z tuleją dociskową produktu jako urządzeniem pochłaniającym ciepło, które jest bardziej stabilne niż niektóre pomocnicze zewnętrzne metody natryskiwania.
- Sprawdź bicie kołowe przedmiotu obrabianego, gdy jest on obracany na uchwycie. Ogólne bicie kołowe narzędzi ≤ 0.3 mm.
(2) Dopasowanie mocy sprzęt do hartowania indukcyjnego wynosi 250kW/8~30kHz.
(3) Dostosuj sprzęt do utwardzania, określ odpowiedni proces utwardzania i spełnij wymagania techniczne utwardzania produktu.
Produkty z kołnierzem zewnętrznym: współczynnik mocy wejściowej 98%, czas nagrzewania 7.4 s, czas chłodzenia 14 s, stężenie cieczy hartowniczej 1.5% ~ 2.5%.
Produkty z kołnierzem wewnętrznym: współczynnik mocy wejściowej 98%, czas nagrzewania 7.7 s, czas chłodzenia 20 s, stężenie cieczy hartowniczej 1.5% ~ 2.5%.
Zastosowano rozpuszczalną w wodzie ciecz hartowniczą Shanghai Houghton, a jej stężenie oznaczano refraktometrem.
2. Regulacja urządzenia chłodzącego
(1) Zapewnij ciśnienie chłodzenia, tutaj ciśnienie chłodzenia cieczy chłodzącej wynosi 0.25-0.4 MPa, a ciśnienie chłodzenia czujnika wynosi 0.5-0.8 MPa.
(2) Położenie urządzenia chłodzącego jest ustawione tak, aby woda chłodząca nie mogła zostać zablokowana ani zablokowana.
(3) Woda chłodząca składa się z dwóch części, jedna to ciecz chłodząca, a druga to woda chłodząca system, a wymienniki ciepła są zwykle używane do chłodzenia temperatury.
Temperatura cieczy hartowniczej na ogół nie jest wyższa niż 35°C. Jeśli temperatura jest zbyt wysoka, spowoduje to niewystarczające chłodzenie, co spowoduje problemy z jakością produktu. Temperatura wody chłodzącej w układzie jest wodą miękką do chłodzenia urządzeń elektrycznych. Temperatura ta jest zwykle kontrolowana na poziomie 30°C i nie może być niższa niż temperatura pokojowa. W przeciwnym razie kropelki wody będą skraplać się na powierzchni chłodzonych urządzeń elektrycznych i łatwo je uszkodzić.
3. Metoda kontroli produktu
Kontrola produktów do obróbki cieplnej wymaga maszyn do cięcia drutu i wstępnego szlifowania próbek metalograficznych.
4. Proces temperowania produktu
Odpuszczanie przedmiotów hartowanych indukcyjnie obejmuje samoodpuszczanie, hartowanie indukcyjnei hartowania w piecu. Produkty tutaj są odpuszczane w piecu.
Temperaturę odpuszczania określa się zgodnie z wymaganiami technicznymi przedmiotu obrabianego. Ogólnie, gdy wymagana twardość przekracza 52 HRC, temperatura odpuszczania wynosi 180-200 ° C, a czas odpuszczania wynosi 1.5 godziny; gdy wymagana twardość przekracza 56 HRC, temperatura odpuszczania może wynosić 160 ° C, a czas odpuszczania wynosi 1.5 godziny.
Proces odpuszczania tego produktu jest ostatecznie określany jako temperatura odpuszczania 165°C i czas odpuszczania 2.5 godziny.
5. Kontrola
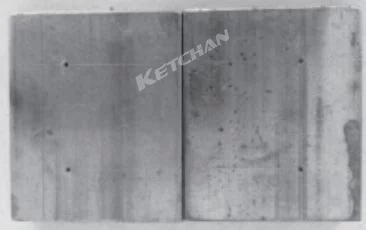
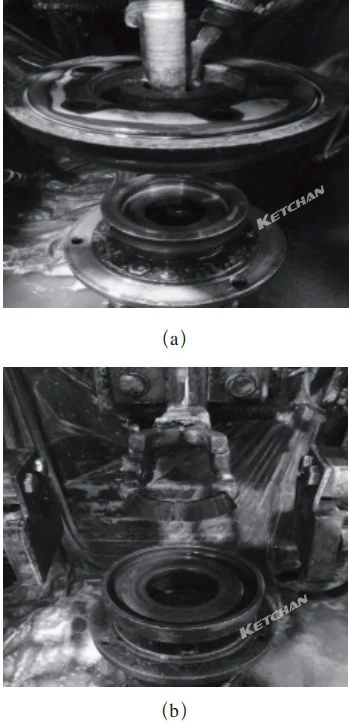
Rysunek 17 i rysunek 18 to przykłady produktów, które zostały pomyślnie debugowane.

Rysunek 17 Próbka hartowania kołnierza zewnętrznego

Rysunek 18 Próbka hartowania kołnierza wewnętrznego
Tabela 5 i tabela 6 to dane kontrolne pierwszej sztuki produktów do debugowania
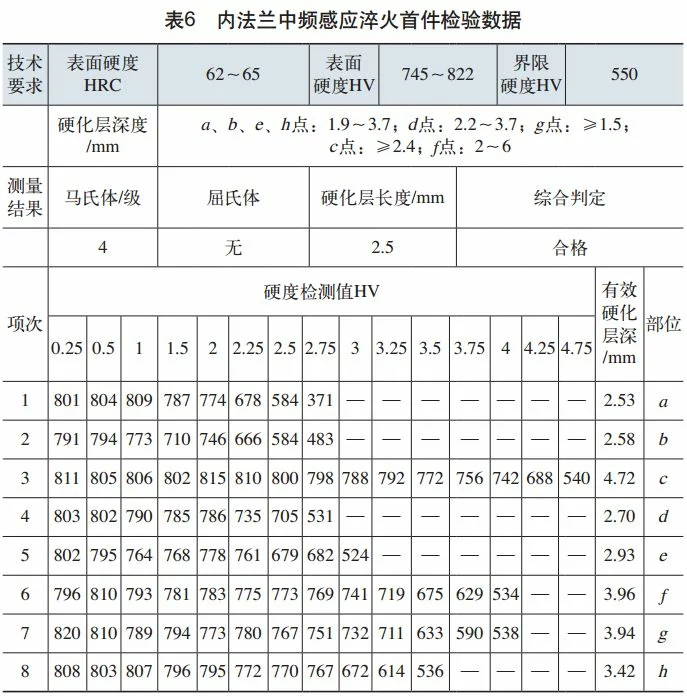
Testowane przez twardościomierz Vickersa, twardość powierzchni produktu i efektywna głębokość utwardzonej warstwy spełniają wymagania techniczne. Obróbka cieplna tego produktu została pomyślnie zakończona od zaprojektowania czujnika oprzyrządowania do debugowania produktu.
Epilog
Struktura, kształt i rozmiar cewek indukcyjnych to podstawowe zagadnienia technologii hartowania indukcyjnego, które mają bezpośredni wpływ na hartowanie indukcyjne jakość, wydajność produkcji i energochłonność części. Dlatego odpowiedni nagrzewnica indukcyjna jest ważnym sposobem, aby hartowanie indukcyjne uzyskało wysoką jakość, wysoką wydajność i oszczędność energii.