Co to jest wyżarzanie indukcyjne?
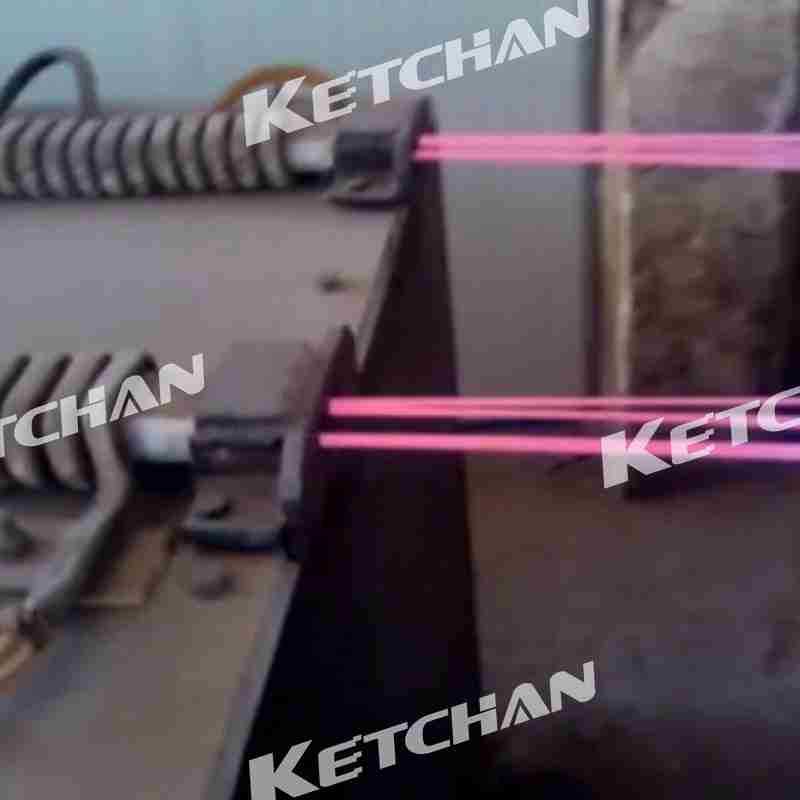
Wyżarzanie indukcyjne jest częścią nagrzewania indukcyjnego. Celem wyżarzania indukcyjnego jest zmiana twardości, ciągliwości i naprężeń wewnętrznych materiału metalowego, aby uzyskać najlepsze właściwości materiału. Główną zaletą wyżarzania indukcyjnego jest to, że przedmiot obrabiany można nagrzewać w ukierunkowany i powtarzalny sposób, aby zawsze zapewnić ten sam wynik. Ponieważ ciepło wytwarzane jest bezpośrednio w obrabianym przedmiocie poprzez zmienne pole elektromagnetyczne podczas wyżarzania indukcyjnego, proces ten można bardzo precyzyjnie kontrolować i osiągnąć wysoką wydajność poprzez efektywne wykorzystanie energii. Zapewnia to równomierne rozprowadzanie ciepła i głębokość penetracji przedmiotu obrabianego. W procesie wyżarzania indukcyjnego nie dochodzi do gwałtownego chłodzenia wodą lub chłodziwem, jak w przypadku hartowania indukcyjnego, ale powoli obniża się temperatura przedmiotu obrabianego. Cały proces nagrzewania jest bezdotykowy i krótki.
Dlaczego warto stosować wyżarzanie indukcyjne?
Właściwości materiałowe metalu można poprawić bardzo dokładnie i niezawodnie przez wyżarzanie indukcyjne. Wyżarzanie indukcyjne stosuje się głównie do wyżarzania zmiękczającego i odprężającego, co ma ogromne zalety w porównaniu z tradycyjnym procesem. Dzięki wyżarzaniu indukcyjnemu zanieczyszczenia w materiale można usunąć przez obróbkę cieplną podczas wyżarzania czystego.
- Poprzez indukcję proces wyżarzania może zmniejszyć twardość stali i poprawić plastyczność, aby ułatwić cięcie i obróbkę odkształceń na zimno.
- Rozdrobnić ziarno, wyeliminować wady mikrostruktury spowodowane odlewaniem, kuciem i spawaniem, wyrównać mikrostrukturę i skład stali, poprawić właściwości stali lub przygotować mikrostrukturę do późniejszej obróbki cieplnej.
- Wyeliminuj naprężenia wewnętrzne w stali, aby zapobiec deformacji i pękaniu.
Wyżarzanie indukcyjne zapewnia doskonałą kontrolę nagrzewania, ponieważ proces można idealnie regulować częstotliwością, mocą i (patrz lutowanie) czasem wyżarzania indukcyjnego zgodnie z pożądanymi właściwościami materiału. Zapewnia to wyjątkowo wysoką jakość i powtarzalność obróbki cieplnej, co jest szczególnie ważne w produkcji masowej.
Jakie są procesy i zastosowania wyżarzania indukcyjnego stali?
Typowe procesy wyżarzania indukcyjnego obejmują wyżarzanie homogenizujące, wyżarzanie całkowite, wyżarzanie niepełne, wyżarzanie izotermiczne, wyżarzanie sferoidyzacyjne, wyżarzanie rekrystalizujące, wyżarzanie odprężające i tak dalej.
| NO. | Metody wyżarzania | Główny cel | Cechy procesu wyżarzania | Zakresy zastosowań |
|---|---|---|---|---|
| 1 | Wyżarzanie dyfuzyjne | Mundur kompozycyjny | Podgrzej do AC30 (150-200) ℃, utrzymuj ciepło przez długi czas i powoli schładzaj | Odlewy staliwne oraz elementy kute i walcowane z segregacją elementów itp. |
| 2 | Pełne wyżarzanie | wyrafinowana organizacja, zmniejsz twardość | Podgrzej do AC30 (150-200) ℃, utrzymuj ciepło przez długi czas i powoli schładzaj | Odlewanie, części spawalnicze oraz części kute i walcowane ze stali średniowęglowej i średniostopowej. |
| 3 | Częściowe wyżarzanie | Udoskonal strukturę, zmniejsz twardość | Ogrzać do Acl 10 (40-60) ℃ i schłodzić powoli po konserwacji termicznej | Części kute i walcowane ze stali średnio i wysokowęglowej, niskostopowej itp. (stopień rozdrobnienia mikrostruktury jest niższy niż przy wyżarzaniu pełnym) |
| 4 | Wyżarzanie izotermiczne | Udoskonal strukturę, zmniejsz twardość i zapobiegaj powstawaniu białych plam | Ogrzewanie do Ac3 + (30 - 50) ℃ (stal hipereutektoidalna) lub Acl + (20 - 40) ℃ (stal eutektoidalna i twardość, zapobieganie powstawaniu stali eutektoidalnej), utrzymuj pewien czas, a następnie schładzaj do nieco niższej niż Ar1 przemiana izotermiczna, a następnie chłodzenie powietrzem (chłodzenie powietrzem) | Średniostopowa stal węglowa i niektóre ciężkie odlewy ze stali wysokostopowej, odkuwki i części tłoczone itp. (mikrostruktura i twardość są bardziej jednolite niż pełne wyżarzanie) |
| 5 | Wyżarzanie sferoidalne | Sferyfikacja węglików, zmniejsza twardość, poprawia plastyczność | Ogrzewanie do Acl + (20 - 40) ℃ lub Acl w celu zmniejszenia twardości, zwiększenie - (20 - 30) ℃, po schłodzeniu izotermicznym z zachowaniem ciepła lub bezpośrednim powolnym chłodzeniem | Stalowe części matryc i łożysk. Elementy wytłaczane na zimno ze stali konstrukcyjnej |
| 6 | Wyżarzanie rekrystalizujące lub wyżarzanie pośrednie | Eliminacja utwardzania przez zgniot | Ogrzewanie do Ac1 – (50-150)℃, chłodzenie powietrzem po zachowaniu ciepła | Stal zdeformowana na zimno i części stalowe |
| 7 | Wyżarzanie odprężające | Ulga w stresie wewnętrznym | Nagrzewanie do Ac1 – (100-200) C, po uprzednim zabezpieczeniu cieplnym, chłodzeniu powietrzem lub chłodzeniu pieca do 200-300 ℃, a następnie chłodzenie powietrzem | Części ze stali germanowej, części spawalnicze i części kute |
tagi:na sprzedaż, wyżarzanie indukcyjne, nagrzewnica indukcyjna, maszyna do wyżarzania indukcyjnego, indukcyjna obróbka cieplna, Nagrzewnica indukcyjna, nagrzewania indukcyjnego, indukcyjna maszyna grzewcza, KETCHAN, KETCHAN Electronic, Producenci, wyżarzanie rur, Cena, Dostawcy, wyżarzanie rur, wyżarzanie drutowe, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- Możesz odwiedzić Zhengzhou KETCHAN electronic Co., Ltd. YouTube pokój wideo, aby uzyskać więcej. Dziękuję.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}