Zasada ogrzewania indukcyjnego o podwójnej częstotliwości
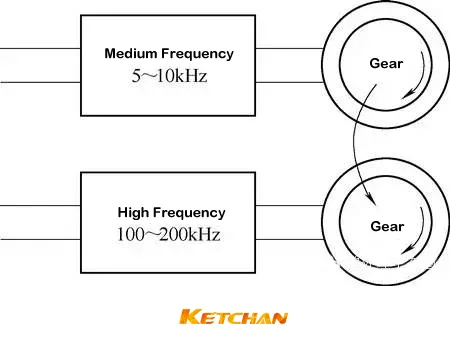
Konwencjonalne (tradycyjne) hartowanie indukcyjne dwuczęstotliwościowe polega na tym, że do dwóch cewek indukcyjnych stosuje się zasilacze o dwóch częstotliwościach, a przekładnię należy wstępnie ogrzać z cewki indukcyjnej o niskiej częstotliwości i szybko przenieść do innej cewki indukcyjnej o wysokiej częstotliwości w celu nagrzania i hartowania, jak pokazano na rysunku 1. Hartowanie indukcyjne o podwójnej częstotliwości wykorzystuje nagrzewanie o niskiej częstotliwości do rozpraszania energii cieplnej do wnętrza, a na koniec nagrzewanie powierzchni o wysokiej częstotliwości, to znaczy cecha „niskiej częstotliwości dąży do wewnątrz, wysoka częstotliwość ma tendencję do na powierzchnię”.
Rysunek 1 Schemat ideowy hartowania dwuczęstotliwościowego przekładni konwencjonalnej
Podwójna częstotliwość hartowanie indukcyjne jest nagrzewania indukcyjnego i metoda hartowania w celu zwiększenia głębokości utwardzonej warstwy i uczynienia rozkładu twardości bardziej rozsądnym. Oznacza to, że utwardzoną warstwę rozmieszczoną wzdłuż profilu zęba można uzyskać za pomocą metody ogrzewania sekwencyjnego o średniej częstotliwości i wysokiej częstotliwości, a zniekształcenie obróbki cieplnej przekładni jest niewielkie.
Na przykład w przypadku przekładni o module 4 mm użyj prądu o średniej częstotliwości do podgrzania (2.5 ~ 3 s) rowka zęba i boku zęba w pobliżu nasady zęba, a następnie użyj prądu o wysokiej częstotliwości 250 kHz do podgrzania (0.6 ~ 0.7 s) wierzchołek zęba i ząb w pobliżu górnej strony zęba, a następnie hartowany.
Gdy firma Guangzhou Automobile Group Co., Ltd. wykonuje nagrzewanie indukcyjne i hartowanie z dwiema częstotliwościami na kołach zębatych wykonanych ze stali 45 i modułu 3, można uzyskać utwardzoną warstwę równomiernie rozłożoną wzdłuż profilu zęba. Gdy utwardzona warstwa ma 0.8 mm, najlepsza doskonała odporność na zmęczenie przy zginaniu, która jest zasadniczo równoważna z wydajnością zmęczeniową przekładni nawęglanej SCM420 (odpowiednik stali 20CrMo), a granica zmęczenia może osiągnąć 1450 MPa.
Proces i efekt nagrzewania indukcyjnego o podwójnej częstotliwości
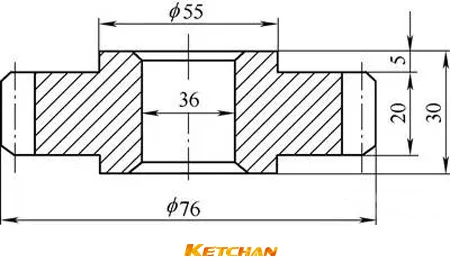
Firma Nihon Electric Industrial Co., Ltd. przetestowała metodę hartowania przekładni z podwójną częstotliwością i może uzyskać mniejsze zniekształcenia niż metoda hartowania przekładni z pojedynczą częstotliwością i metoda hartowania przez nawęglanie. Ewolwentowe cylindryczne koło zębate (patrz rysunek 2) ma moduł sprężystości 2 mm i pełną wysokość zęba 4.7. mm, liczba zębów wynosi 36, a materiałem jest stal S45C (odpowiednik stali 45). Powierzchnia zęba jest wykańczana przez golenie, a obróbka cieplna służy do odpuszczania.
Rysunek 2 Kształt przekładni testowej
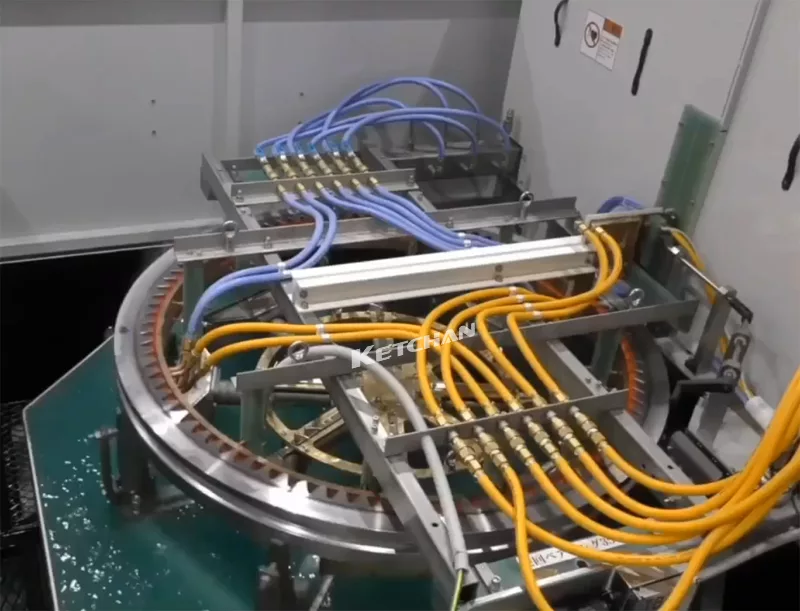
Metodę hartowania indukcyjnego dwuczęstotliwościowego pokazano na poniższym rysunku. Najpierw umieść koło zębate na uchwycie, a następnie obracaj się z osią środkową z dużą prędkością, w tym samym czasie zasilacz indukcyjny (1) wysyła prąd o wartości f=3000 Hz i wchodzi do cewki indukcyjnej (A). ) do podgrzewania. Gdy przekładnia osiągnie optymalną temperaturę, zasilanie (1) zostaje odcięte, a przekładnia szybko wpada do wzbudnika hartowniczego i grzejnego (B), a jednocześnie zasilacz wysokiej częstotliwości (2) zaczyna się moc nadawania, częstotliwość f=140kHz i powierzchnię zęba przekładni Szybkie hartowanie i nagrzewanie wierzchołka zęba, gdy powierzchnia zęba osiągnie temperaturę hartowania, odciąć zasilanie wysokiej częstotliwości, zmniejszyć prędkość obrotową przekładni , a jednocześnie rozpylać wodę chłodzącą z płaszcza wodnego hartującego, aby szybko schłodzić powierzchnię zęba, wierzchołek zęba i korzeń zęba. Uzyskuje się utwardzoną warstwę rozłożoną wzdłuż profilu zęba.
Metoda hartowania indukcyjnego dwuczęstotliwościowego
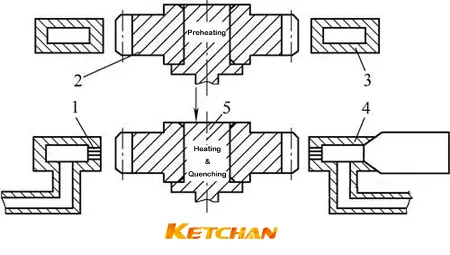
1. Otwór rozpylający wodę 2. Przekładnia 3. Czujnik nagrzewania wstępnego (A) 4. Czujnik nagrzewania wysokiej częstotliwości (B) + płaszcz wodny hartowniczy 5. Mocowanie
Tabela 1: przedstawia parametry procesu trzech rodzajów obróbki cieplnej kół zębatych.
| Główne parametry procesu hartowania o podwójnej częstotliwości, hartowania o pojedynczej częstotliwości i hartowania przez nawęglanie | ||
|---|---|---|
| Parametry procesu hartowania dwuczęstotliwościowego | Parametry procesu hartowania jednoczęstotliwościowego | Parametry procesu hartowania nawęglającego |
| Moc podgrzewania 100kW | Moc grzewcza 90kW | Nawęglanie 950 ℃ |
| Częstotliwość podgrzewania 3kHz | Częstotliwość 90kHz | 950 ℃ i zachowanie ciepła 2.5h |
| Czas podgrzewania 3.65 s | Czas nagrzewania 3.8s | Wstępne schłodzenie do 850 ℃ |
| Czas chłodzenia powietrzem 3.85s | Czas podgrzewania 0 s | 850℃ przez 20 min |
| Moc wejściowa wysokiej częstotliwości 900kW | ||
| Częstotliwość wysokiej częstotliwości 140 kHz | Czas spryskiwania wodą 15s | Chłodzący środek chłodzący - olej |
| Czas nagrzewania 0.14s | Czas nagrzewania 0.14s | Temperatura odpuszczania 180℃ |
| Czas spryskiwania wodą 10s | / | Czas odpuszczania 2h |
| Natężenie przepływu strumienia wody 100 l/min | / | Następnie chłodzenie powietrzem |
Wyniki badań odkształcenia koła zębatego, szczątkowego naprężenia ściskającego i szybkości profilowania wzdłuż profilu zęba po trzech procesach przedstawiono w tabeli 2. Z tabeli 2 wynika, że odkształcenie koła zębatego po obróbce cieplnej po hartowaniu dwuczęstotliwościowym jest najmniejsze, precyzja jest najwyższa, a szczątkowe naprężenie ściskające jest najwyższe.
Tabela 2: Wyniki odkształceń termicznych po nawęglaniu i hartowaniu, hartowaniu indukcyjnym jedną częstotliwością i hartowaniu indukcyjnym podwójną częstotliwością (μm)
| Odkształcenia termiczne powstające po nawęglaniu i hartowaniu, hartowaniu indukcyjnym jedną częstotliwością i hartowaniu indukcyjnym podwójną częstotliwością (μm) | ||||
|---|---|---|---|---|
| Pozycja | Nawęglanie Hartowanie + Odpuszczanie | Hartowanie indukcyjne o pojedynczej częstotliwości | Hartowanie indukcyjne o podwójnej częstotliwości | Uwagi |
| Średni błąd profilu | 4.26 ~ 4.8 | 2.2 ~ 3.3 | 3.1 ~ 308 | / |
| Przesunięcie profilu zęba | 16 | 8.4 | 6.0 | / |
| Bicie zęba | 5.867 | 3.103 | 2.198 | / |
| Średnia wartość błędu kierunku zębów | 6.91 | 3.7 ~ 4.1 | 3.7 ~ 4.1 | / |
| Kompensacja błędów zębów | 20 | 4.4 | 4.4 | / |
| Bicie zęba | 7.51 | 1.855 | 1.584 | / |
| Środek korzenia zęba Naprężenie szczątkowe/MPa | -27.7 | -51.3 | -778 | / |
| Głębokość utwardzonej warstwy wierzchniej zęba /mm | 0.87 | 4.69 | 1.54 | Gdy głębokość warstwy stwardniałej przez korzenie wynosi 0.55 mm |
| Stopień profilowania warstwy utwardzonej (%) | 81.5 | 0.2 | 67.2 | / |