")



Dlaczego zawór hartuje się indukcyjnie?
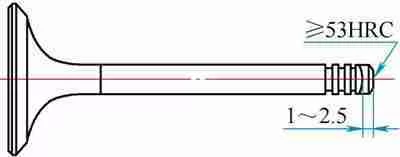
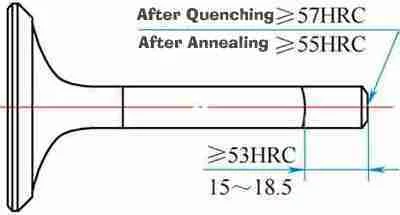
Aby poprawić żywotność zaworu silnika, powinniśmy wykonać proces hartowania indukcyjnego trzpienia zaworu i powierzchni stożka. Twardość hartowania wynosi zwykle 50-62 HRC, długość lub głębokość hartowania indukcyjnego ≥ 2 mm, drobnoziarnisty rozmiar w wielkości 8 itp., Zgodnie z warunkami i wymaganiami serwisowymi zaworu, hartowanie końca drążka zaworu można podzielić na pełne utwardzenie trzpienia zaworu, hartowanie udarowe końca drążka, hartowanie profilu trzpienia itp. Te lata po obsłudze niektórych znanych producentów zaworów aktualizujemy nasze maszyny do utwardzania indukcyjnego zaworów, aby były szybsze, stabilne i komercyjne.
Jak wykonać cewkę maszyny do utwardzania indukcyjnego zaworu?
Hartowanie końca pręta zaworu uzyskuje się za pomocą sprzętu do hartowania indukcyjnego o wysokiej częstotliwości i induktora. Jakość indukcyjnej obróbki cieplnej oraz wydajność i wykorzystanie sprzętu zależą w dużej mierze od projektu i produkcji konstrukcji cewki indukcyjnej. Zgodnie z rodzajem i charakterystyką induktora hartowniczego na końcu pręta zaworu, można go podzielić na induktor płaski, induktor w kształcie litery U lub prostokątny (kopiowanie), otwarty induktor hartowania ciągłego (hartowanie na końcu pręta itp.), spotkać jego inną powierzchnię czołową twardość, wymagania techniczne dotyczące długości lub głębokości hartowania itp. W procesie hartowania końca pręta zaworu podstawowe wymagania dotyczące cewki hartowniczej są następujące:
- Cewka indukcyjna jest przyspawana do prostokątnej (lub okrągłej rurki miedzianej) czystej miedzianej rurki lub miedzianej płytki, aby uniknąć efektu ostrych narożników pod kątem prostym i zapobiec przegrzaniu lub spaleniu w rogach.
- Wzbudnik powinien być wyposażony w prowadnicę magnetyczną, aby poprawić efektywność grzania podczas hartowania udarowego i profilowego.
- Łatwy w instalacji, wykonaniu i regulacji, o wystarczającej wytrzymałości, niełatwy do odkształcenia w procesie ogrzewania i wygodny do czyszczenia skali i zewnętrznego brudu w cewce indukcyjnej.
- Do ciągłego hartowania przez cewkę indukcyjną, górną i dolną, wewnętrzną stronę płytek izolacyjnych, aby zapobiec zapłonowi, przedłużyć żywotność i mieć lepsze warunki chłodzenia.
Wiele praktyk produkcyjnych dowiodło, że zastosowanie induktora prostokątnego zamiast cylindrycznego induktora ma oczywiste zalety w poprawie jakości hartowania indukcyjnego na końcu tłoczyska zaworu, wydłużeniu żywotności zaworu i zwiększeniu wydajności, skróceniu czasu pomocniczego i uproszczeniu sprzęt do hartowania.
Jakie są cechy techniczne maszyny do hartowania indukcyjnego zaworów?
Główne cechy naszej automatycznej maszyny do hartowania indukcyjnego zaworów są następujące:
- Induktor jest zamocowany, a długość hartowania pręta zaworu jest stabilna.
- Przyjęcie energii hartowania w celu regulacji temperatury ogrzewania ma dobrą wydajność sterowania.
- Automatyczne ładowanie i rozładowywanie, sztuczna inteligentna kontrola oraz separacja alarmów wysokiej i niskiej temperatury.
Jak wykonać hartowanie indukcyjne zaworu?
Aby mieć pewność, że jakość końcówki tłoczyska zaworu po hartowaniu spełnia wymagania techniczne, cewka do hartowania indukcyjnego oraz konstrukcja układu chłodzenia powinny być dobrane zgodnie z wymaganiami technicznymi hartowania końcówki tłoczyska zaworu. Zgodnie z wynikami testu procesu w celu określenia najlepszych parametrów procesu i zgodnie ze szczegółowymi wymaganiami wykonaj następującą kontrolę procesu.
- Aby określić moc grzewczą maszyny do utwardzania indukcyjnego zaworu, napięcie, prąd (temperatura ogrzewania) lub energię grzewczą, czas nagrzewania (uderzenie) lub prędkość posuwu i tak dalej.
- Temperatura środka chłodzącego do hartowania, ciśnienie natryskiwania, zakres stężenia środka chłodzącego do hartowania w oleju lub wodzie i czas chłodzenia.
- Układ obiegu chłodziwa hartowniczego należy regularnie czyścić. Po każdorazowym wyłączeniu lub ponownym uruchomieniu niesprawnego urządzenia należy przeprowadzić hartowanie końcówek tłoczyska po 20 minutach cyrkulacji chłodziwa hartowniczego.
- Przewód magnetyczny powinien być solidnie podłączony do cewki indukcyjnej i upewnić się, że jest równoległy do wewnętrznej ściany cewki indukcyjnej.
- Rozmiar konstrukcyjny induktora i układu chłodzenia powinien być zgodny z wymaganiami dotyczącymi hartowania pręta zaworu.
- Urządzenie pozycjonujące końcówkę drążka zaworu silnika oraz urządzenie zaciskające lub dociskające należy sprawdzać przy każdej zmianie, a nieprawidłowości należy zatrzymać do kontroli.
Co to jest KETCHAN arkusz danych maszyny do utwardzania indukcyjnego zaworów?
Zakres procesu | Średnica zaworu: 5-10mm, średnica czapki zaworu 20-50mm, długość całkowita 70-150mm. |
Materiał | 21-4N, 4Cr10Si2Mo, oryginalna twardość 25-45HRC |
Głębokość utwardzania | 2-5mm |
Twardość hartowania | Ponad 50HRC |
Nagrzewnica indukcyjna wysokiej częstotliwości | Napięcie: 380V~480V 50hz/60Hz Częstotliwość: 20-60KHZ |
Całkowita moc | 40KW |
Prędkość produkcji | 5S/szt |




{kind=link}
{kind=link}