Hartowanie przekładni to proces poprawiający odporność na zużycie i wytrzymałość zmęczeniową przekładni poprzez utworzenie utwardzonej warstwy na powierzchni zębów przekładni. Istnieją różne metody hartowania kół zębatych, takie jak hartowanie indukcyjne, nawęglanie, azotowanie i hartowanie płomieniowe.
- Hartowanie indukcyjne wykorzystuje prąd elektryczny do podgrzewania zębów przekładni w polu magnetycznym, a następnie hartuje je wodą lub olejem. Metoda ta jest szybka, precyzyjna i energooszczędna, wymaga jednak specjalnego sprzętu i może powodować odkształcenia lub pęknięcia.
- Nawęglanie to rodzaj utwardzania nawęglania, które wprowadza węgiel do warstwy powierzchniowej kół zębatych ze stali niskowęglowej poprzez ogrzewanie ich w atmosferze bogatej w węgiel. Ta metoda pozwala uzyskać głęboką i jednolitą obudowę o dużej twardości i wytrzymałości, ale zajmuje dużo czasu i może powodować zmiany wymiarowe.
- Azotowanie to kolejny rodzaj utwardzania dyfuzyjnego, który wprowadza azot do warstwy powierzchniowej kół zębatych ze stali stopowej poprzez ogrzewanie ich w atmosferze bogatej w azot. Metoda ta pozwala uzyskać cienką i twardą obudowę o wysokiej odporności na zużycie i wytrzymałości zmęczeniowej, ale może zmniejszyć ciągliwość i wytrzymałość rdzenia.
- Hartowanie płomieniowe wykorzystuje bezpośredni płomień do nagrzania zębów przekładni, a następnie hartuje je wodą lub powietrzem. Ta metoda jest prosta, tania i elastyczna, ale może powodować nierównomierne nagrzewanie, utlenianie lub wypaczanie.
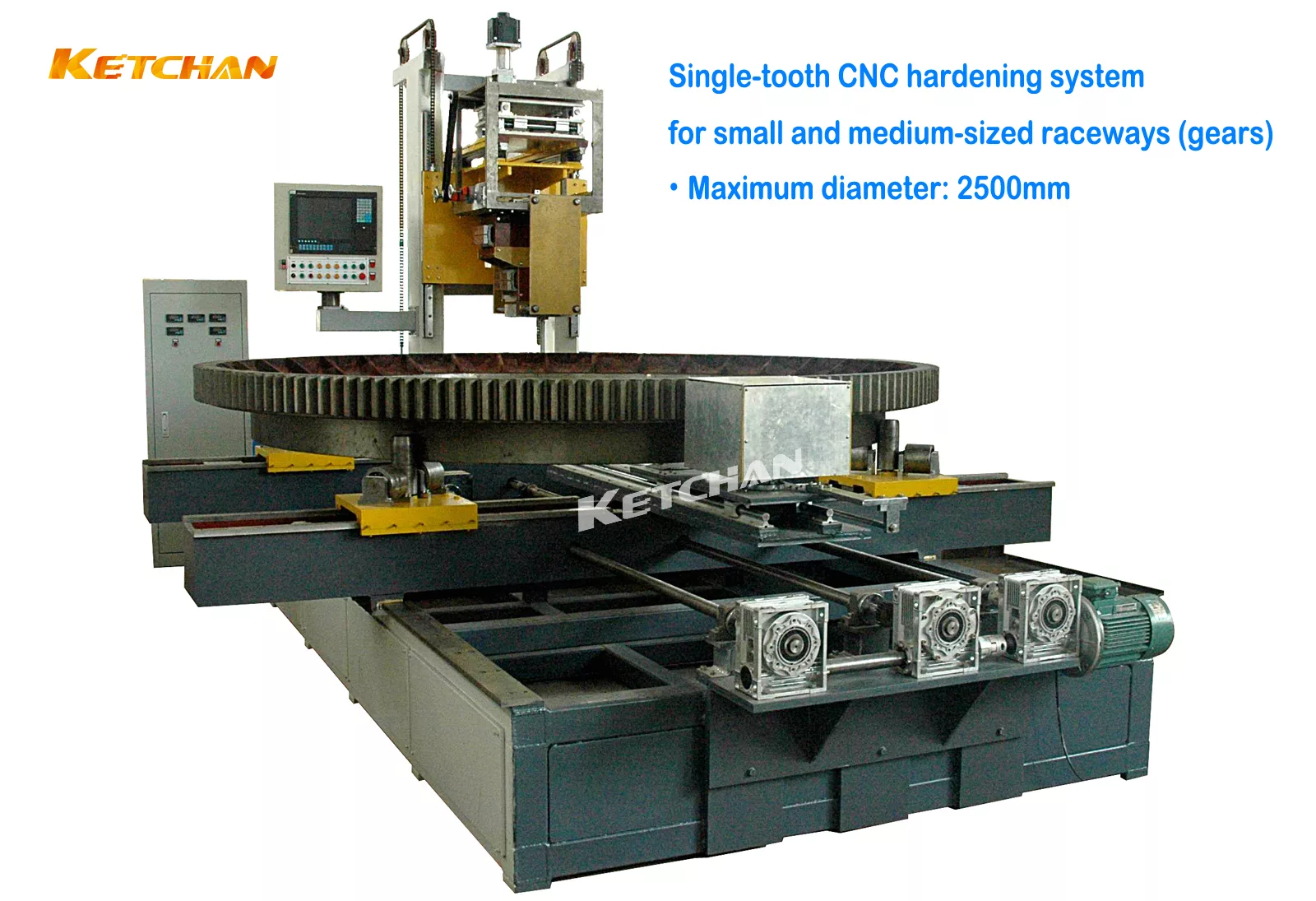
Hartowanie indukcyjne kół zębatych w porównaniu z innymi metodami hartowania
- Hartowanie indukcyjne jest szybkie, precyzyjne i energooszczędne, wymaga jednak specjalnego sprzętu i może powodować odkształcenia lub pęknięcia.
- Hartowanie indukcyjne może utwardzić tylko powierzchnię zębów przekładni, pozostawiając rdzeń miękki i plastyczny. Może to poprawić wytrzymałość zmęczeniową i udarność kół zębatych, ale może również zmniejszyć odporność na zużycie i twardość rdzenia.
- Hartowanie indukcyjne może utwardzać określone obszary zębów przekładni, takie jak stopa lub bok, w zależności od konstrukcji cewki indukcyjnej. Może to zoptymalizować wzór twardości dla różnych zastosowań przekładni, ale może również stworzyć elektromagnetyczne efekty końcowe i krawędziowe.
- Hartowanie indukcyjne nadaje się do przekładni o dużych modułach i złożonej geometrii, takich jak przekładnie zewnętrzne lub wewnętrzne, przekładnie ślimakowe, zębatki i koła łańcuchowe. Nie nadaje się zbyt dobrze do małych i drobnych przekładni, ponieważ technika „ząb po zębie” jest trudna w zastosowaniu.