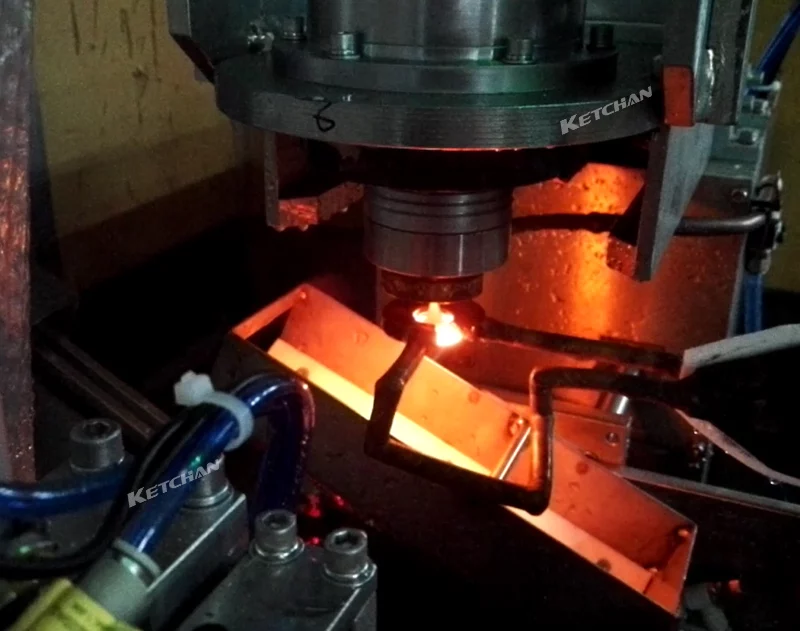
Automatyczna maszyna do hartowania indukcyjnego zaworu silnika służy do utwardzania indukcyjnego trzpienia silnika i indukcyjnego utwardzania gniazda silnika. Jest to zautomatyzowany system obróbki cieplnej indukcyjnej zaworu silnika.
Maszyna do hartowania indukcyjnego wysokiej częstotliwości
Zasilanie
380V
Ciśnienie wody
0.2-0.3Mpa
Częstotliwość
20-60KHZ
Całkowita moc
60KW
Prędkość nagrzewania
5S/szt
Przemysł:
Przemysł części samochodowych
Proces:
Funkcją zaworu silnika jest wprowadzanie powietrza do silnika i odprowadzanie spalin po spaleniu, które zwykle obejmuje trzpień zaworu i głowicę zaworu. Końce trzpieni zaworów są poddawane obróbce cieplnej w razie potrzeby, aby spełnić wymagania wytrzymałościowe. Podczas obróbki cieplnej zostaną przyjęte różne metody zgodnie z wymaganiami wytrzymałościowymi, wymaganiami klienta i rozmiarem trzpienia zaworu. Jeżeli średnica trzpienia zaworu jest większa lub równa 8 mm, wymagane jest utwardzanie powierzchniowe; jeśli średnica trzpienia zaworu jest mniejsza niż 8 mm, wymagane jest pełne utwardzenie.
Jeśli jesteś w dziedzinie zaworów silnikowych, aby uzyskać więcej informacji na temat systemu indukcyjnego utwardzania zaworów silnika, skontaktuj się z nami.
")
")
")
")