Jakie są zalety indukcyjnego hartowania powierzchniowego?
Hartowanie powierzchniowe indukcyjne: proces hartowania tylko powierzchni przedmiotu obrabianego.
Cel: Strukturę martenzytu uzyskuje się w pewnym zakresie głębokości na powierzchni przedmiotu obrabianego, a rdzeń nadal utrzymuje stan struktury hartowania i odpuszczania lub normalizacji przed hartowaniem powierzchniowym, aby warstwa powierzchniowa przedmiotu obrabianego była twarda i odporna na zużycie, oraz rdzeń zachowuje wystarczającą plastyczność i wytrzymałość.
Parametry: Głębokość utwardzonej warstwy i gradient twardości. Przy określaniu głębokości warstwy utwardzonej oraz gradientu twardości należy dopasować powierzchnię utwardzonej warstwy do rozkładu naprężeń obciążenia przedmiotu obrabianego.
Co to jest indukcyjne utwardzanie powierzchniowe?
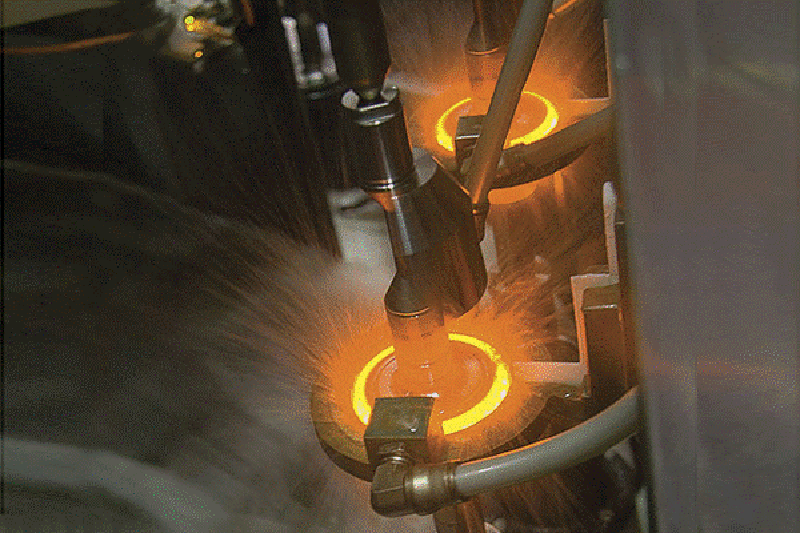
Proces hartowania indukcyjnego, w którym powierzchnia przedmiotu obrabianego jest nagrzewana i szybko schładzana w wyniku efektu termicznego generowanego przez prąd indukcyjny przepływający przez przedmiot obrabiany.
- Podstawowa zasada ogrzewania indukcyjnego
Wykorzystywane są zjawiska fizyczne, takie jak indukcja elektromagnetyczna, nagrzewanie prądami wirowymi i nagrzewanie histerezy, a także charakterystyka dystrybucji prądu przemiennego w przewodnikach.
Kiedy prąd przemienny przepływa przez cewkę indukcyjną, wokół niej zostanie wygenerowane zmienne pole magnetyczne o tej samej częstotliwości. Pod działaniem zmiennego pola magnetycznego w przedmiocie obrabianym zostanie wygenerowana indukowana siła elektromotoryczna, generując w ten sposób indukowany prąd o tej samej częstotliwości i przeciwnym kierunku co cewka indukcyjna, czyli prąd wirowy. Prąd wirowy jest przekształcany w energię cieplną ze względu na opór samego przedmiotu obrabianego, w ten sposób nagrzewając przedmiot obrabiany, znany również jako ogrzewanie prądem wirowym.
- Klasyfikacja i zastosowania nagrzewnic indukcyjnych
Zgodnie z mocą wyjściową, częstotliwość prądu można podzielić na maszyny indukcyjne o wysokiej częstotliwości, średniej częstotliwości, częstotliwości mocy i ultrawysokiej częstotliwości.
Indukcyjna maszyna grzewcza | Zakres częstotliwości | Power | Zakresy zastosowań |
Nagrzewnica indukcyjna o częstotliwości sieciowej | 0.05KHZ | 100-2000 | Nadaje się do procesu indukcyjnego utwardzania powierzchni wałów o większych rolkach i wałach o większej średnicy. |
Nagrzewnica indukcyjna średniej częstotliwości | 10KHZ | 15-1000 | 1. większe moduły zębate, wałek rozrządu, hartowanie indukcyjne powierzchni wału korbowego. 2. hartowanie indukcyjne wału małego i średniego oraz panewek łożysk. |
Nagrzewnica indukcyjna wysokiej częstotliwości | 30-60KHZ | 5-500 | 1. małe lub średnie moduły zębate, hartowanie indukcyjne powierzchni wrzeciona 2. wał korbowy, hartowanie wałka rozrządu. |
Nagrzewnica indukcyjna o bardzo wysokiej częstotliwości | ≥200 kHz |
| 1. Mniejszy moduł utwardzania powierzchni kół zębatych indukcyjnie. 2. Mniejsze hartowanie indukcyjne powierzchni wału. |
Jakie są właściwości metalu po indukcyjnym hartowaniu powierzchniowym?
- Twardość powierzchni: Twardość powierzchni przedmiotów obrabianych poddawanych szybkiemu nagrzewaniu i hartowaniu jest często o 2 do 5 punktów procentowych wyższa niż w przypadku zwykłego hartowania.
- Odporność na zużycie: Odporność przedmiotu obrabianego na zużycie po szybkim hartowaniu powierzchni jest lepsza niż w przypadku zwykłego hartowania.
- Wytrzymałość zmęczeniowa: Zastosowanie prawidłowego procesu nawęglania może znacznie poprawić odporność zmęczeniową części.
- Rozkład naprężeń szczątkowych: Wielkość i rozkład naprężeń szczątkowych po hartowaniu powierzchniowym są związane z różnymi czynnikami, takimi jak gatunek stali, rozmiar części, głębokość utwardzonej warstwy, nagrzewanie i chłodzenie itp.
Na czym polega proces indukcyjnego utwardzania powierzchniowego?
Proces hartowania indukcyjnego obejmuje głównie wybór i określenie częstotliwości i mocy właściwej, wybór i określenie metody nagrzewania i parametrów procesu nagrzewania, wybór i określenie czynnika chłodzącego i metody chłodzenia itp.
Wyznaczanie częstotliwości i mocy właściwej:
Częstotliwość prądu należy dobrać rozsądnie do wymagań głębokości utwardzonej warstwy. Przy doborze częstotliwości prądu w zależności od głębokości utwardzonej warstwy można ją znaleźć w instrukcji obróbki cieplnej.
tagi:hartowanie indukcyjne,, hartowanie indukcyjne, Urządzenie indukcyjne hartowanie, hartowanie indukcyjne stali,, Proces hartowania indukcyjnego, technologia hartowania indukcyjnego, hartowanie indukcyjne, hartowanie powierzchniowe z indukcją, indukcyjna obróbka cieplna powierzchni, maszyna do hartowania powierzchni
Powiązane produkty
-
 Indukcyjny system obróbki cieplnej
Indukcyjny system obróbki cieplnejMaszyna do hartowania narzędzi
-
Indukcyjny system obróbki cieplnej
Maszyna do utwardzania powierzchni
-
Indukcyjny system obróbki cieplnej
Maszyna do hartowania indukcyjnego wału
-
 Indukcyjny system obróbki cieplnej
Indukcyjny system obróbki cieplnejMaszyna do hartowania indukcyjnego wału korbowego
-
System hartowania CNC
Maszyna do hartowania wału CNC
-
System hartowania CNC
System hartowania indukcyjnego





