Hartowanie indukcyjne kół zębatych
Koło koronowe (w tym zewnętrzne koło zębate i wewnętrzne koło zębate) jest powszechnie stosowaną mechaniczną częścią przekładni, zwłaszcza koło pierścieniowe o dużej średnicy jest szeroko stosowane do wzmacniania powierzchni poprzez proces nagrzewania indukcyjnego i hartowania. Maszyna do hartowania indukcyjnego z pierścieniem zębatym jest szeroko stosowana ze względu na prosty proces, niewielkie odkształcenia części, częściową obróbkę części, wysoką wydajność produkcji, oszczędność energii, czystą produkcję, mniejsze zanieczyszczenie środowiska oraz łatwą mechanizację i automatyzację procesu.
Zastosowania do hartowania indukcyjnego kół zębatych
Metody hartowania indukcyjnego kół zębatych
Istnieją cztery rodzaje metod nagrzewania i hartowania indukcyjnego kół zębatych, które obejmują hartowanie indukcyjne kół zębatych szczelinowych, hartowanie indukcyjne kół zębatych ząb po zębie, hartowanie indukcyjne kół zębatych z hartowaniem obrotowym i hartowanie indukcyjne dwuczęstotliwościowe. Hartowanie indukcyjne wzdłuż rowka zęba i proces hartowania indukcyjnego ząb po zębie są szczególnie odpowiednie dla kół zębatych pierścieniowych zewnętrznych i wewnętrznych o dużych średnicach (do 2.5 m) i dużych modułach, ale nie nadają się do kół zębatych o małej średnicy i małych modułach (moduły). mniej niż 6).
- Hartowanie indukcyjne kół zębatych typu szczelina po szczelinie: Bok zęba i korzeń zęba są utwardzone i nie ma utwardzonej warstwy pośrodku wierzchołka zęba (patrz Rysunek 1). Odkształcenie obróbki cieplnej tej metody jest niewielkie, ale wydajność produkcji jest niska.
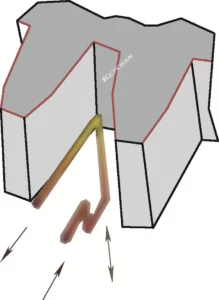
- Hartowanie indukcyjne kół zębatych typu szczelina po szczelinie: Bok zęba i korzeń zęba są utwardzone i nie ma utwardzonej warstwy pośrodku wierzchołka zęba (patrz Rysunek 1). Odkształcenie obróbki cieplnej tej metody jest niewielkie, ale wydajność produkcji jest niska.
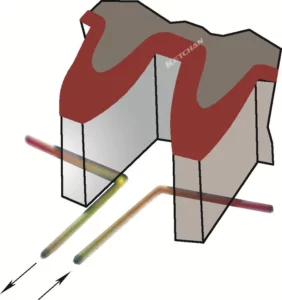
- Hartowanie indukcyjne kół zębatych: Jednoobrotowe hartowanie skanujące lub wieloobrotowe hartowanie przez ogrzewanie w tym samym czasie, zęby są zasadniczo całkowicie hartowane, a warstwa utwardzająca korzenie jest płytka (patrz Rysunek 3). Nadaje się do średniego i małego sprzętu, nie nadaje się do szybkiego, ciężkiego sprzętu.
- Hartowanie indukcyjne dwuczęstotliwościowe: Częstotliwość pośrednia podgrzewa szczelinę zęba, a częstotliwość wysoka podgrzewa wierzch zęba, aby uzyskać utwardzoną warstwę zasadniczo rozprowadzoną wzdłuż profilu zęba.
Punkty techniczne hartowania indukcyjnego pierścienia po szczelinie
(1). Powszechna częstotliwość hartowania indukcyjnego wzdłuż rowka zęba koła koronowego wynosi 1~30kHz, a szczelina między cewką indukcyjną a częścią jest kontrolowana na poziomie 0.5~1mm.
(2). Prądy wirowe generowane wzdłuż wzbudników zębatych mają kształt motyla o największej gęstości prądu przy korzeniu. Dlatego cewka indukcyjna musi być wyposażona w przewodnik magnetyczny, a gęstość prądu cewki indukcyjnej sąsiadującej z powierzchnią korzenia zęba można zwiększyć, wykorzystując efekt napędzania karbu w celu poprawy wydajności cewki indukcyjnej.
(3). Konieczna jest precyzyjna kontrola cewki indukcyjnej, aby była bardzo symetryczna z sąsiednimi dwoma bokami oraz ścisła kontrola szczeliny między bokami a korzeniami zębów.
(4). Rozsądnie dopasuj wysokość induktora i ilość przewodnika magnetycznego, aby zapewnić równomierną temperaturę nagrzewania powierzchni zęba i korzenia zęba i zapobiec pękaniu podczas hartowania.


Jak zrobić cewki indukcyjne z pierścieniem zębatym?
(1) Cewka indukcyjna z pojedynczą pętlą
(2)Cewka indukcyjna pętli rozgałęźnej
Główny obwód znajduje się pośrodku, a dwa obwody rozgałęzione znajdują się po obu stronach. Prąd obwodu głównego jest dwa razy większy niż prąd obwodu odgałęzionego, co może skutecznie zmniejszyć obraz przegrzania ostrych narożników na wlotowych i wylotowych powierzchniach końcowych wieńca zębatego.
Cewka indukcyjna ma wysoką precyzję wykonania i długą żywotność i musi być dokładnie regulowana podczas użytkowania, aby uniknąć jej wczesnego uszkodzenia.
Jak poprawić jakość hartowania indukcyjnego wieńca zębatego?
- Utwardzona warstwa jest nierównomiernie rozłożona, jedna strona ma wysoką twardość i głęboką twardą warstwę; druga strona ma niską twardość i płytką twardą warstwę. Dzieje się tak, ponieważ hartowanie indukcyjne wzdłuż rowka zęba ma wysoką czułość położenia w porównaniu z indukcyjnym hartowaniem obrotowym induktora pierścieniowego. Niezbędne jest zaprojektowanie i wykonanie bardzo precyzyjnego urządzenia pozycjonującego, aby zapewnić wysoce symetryczny rozkład szczeliny między bokiem zęba a induktorem. Jeśli nie jest symetryczny, może również powodować zwarcie łukowe między cewką a częściami po stronie z małą szczeliną, powodując wczesne uszkodzenie cewki.
- Utwardzony bok, wyżarzony. Powodem jest nieprawidłowe ustawienie pomocniczego urządzenia chłodzącego lub niewystarczająca ilość chłodziwa.
- Rurka miedziana w końcówce nosowej cewki indukcyjnej jest przegrzana. W przypadku stosowania procesu hartowania skaningowego bez zakopania wzdłuż rowka zęba, rura miedziana łatwo ulega przegrzaniu i wypaleniu ze względu na stosunkowo małą szczelinę między cewką indukcyjną a częścią, promieniowanie cieplne powierzchni grzewczej i ograniczony rozmiar miedziana rurka w nosie. uszkodzić cewkę indukcyjną. Dlatego cewka indukcyjna musi zapewniać wystarczający przepływ i ciśnienie czynnika chłodzącego.
- Kształt i położenie wieńca zębatego zmienia się podczas procesu indukcji. Podczas skanowania i hartowania wzdłuż rowka zęba, ostatecznie poddany obróbce ząb wybrzusza się o 0.1 do 0.3 mm. Odkształcenie, rozszerzalność cieplna i niewłaściwa regulacja cewki indukcyjnej spowodują uszkodzenie części i cewki indukcyjnej. Dlatego przy określaniu odstępu między induktorem a bokiem zęba należy wziąć pod uwagę współczynnik rozszerzalności cieplnej i zastosować odpowiednie urządzenie ograniczające, aby zapewnić odstęp.
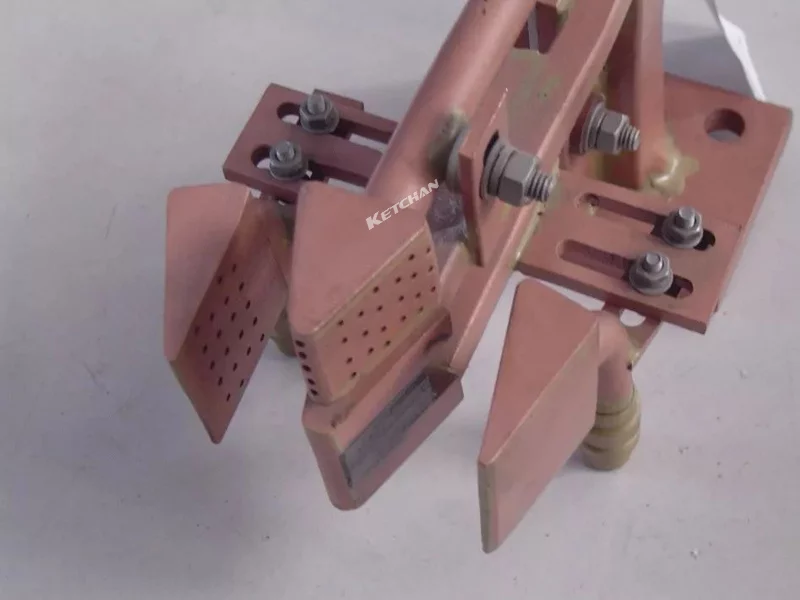
- Wydajność magnetyzera indukcyjnego ulega pogorszeniu. Warunki pracy przewodnika magnetycznego są trudne i łatwo ulega uszkodzeniu przez przegrzanie w polu magnetycznym o dużej gęstości i środowisku o dużym natężeniu prądu (patrz Rysunek 7). Jednocześnie środek hartujący i korozja obniżą jego wydajność. Dlatego konieczne jest wykonanie dobrej pracy w codziennej konserwacji i konserwacji cewki indukcyjnej.
Uszkodzenie przegrzania cewki indukcyjnej
")
tagi:hartowanie indukcyjne obudowy, hartowanie indukcyjne przekładni, hartowane indukcyjnie wielowypusty wewnętrzne,, Urządzenie indukcyjne hartowanie, hartowanie indukcyjne wieńców obrotowych,, pierścienie do hartowania indukcyjnego, hartowane indukcyjnie koła zębate,, system indukcyjnej obróbki cieplnej, hartownica indukcyjna, obróbka cieplna koła zębatego;, hartowanie indukcyjne kół pierścieniowych, hartowanie indukcyjne łożyska obrotowego
Powiązane produkty
-
 Cewki indukcyjne
Cewki indukcyjneCewka do hartowania indukcyjnego
-
System hartowania CNC
Maszyna do hartowania indukcyjnego CNC
-
 Indukcyjny system obróbki cieplnej
Indukcyjny system obróbki cieplnejMaszyna do hartowania narzędzi



{kind=link}