Maszyna do hartowania indukcyjnego z kołkiem kulkowym i gniazdem kulowym
Główną funkcją kołka kulowego jest realizacja ruchu koła w górę iw dół oraz ruchu kierownicy. Kołek kulowy jest ważnym elementem zabezpieczającym, uzupełniającym funkcje jazdy i kierowania samochodem. Warunki użytkowania części trzpienia kulowego określają, że trzpień kulowy musi mieć wystarczającą wytrzymałość i trwałość, aby wytrzymać siłę i wibracje koła, co oznacza, że kontrola obróbki cieplnej części jest kluczowym czynnikiem zapewniającym wytrzymałość i trwałość. , W tym miejscu przedstawiamy kolegom w celach informacyjnych wieloletnie doświadczenie w ulepszaniu indukcyjnej obróbki cieplnej kołków kulowych.
1. Główny proces produkcji kołka kulowego
Kołek kulowy zastosowany w ciężarówce jest wykonany ze stali o normie krajowej 45. Zgodnie z zastosowaniem i wymaganiami technicznymi trzpienia kulowego, powierzchnia trzpienia kulowego musi mieć wysoką odporność na zużycie i trwałość. Główny proces: cięcie → Zmydlanie → Kierowanie na zimno → Hartowanie i odpuszczanie → Wiercenie → Toczenie zgrubne → Szlifowanie zgrubne → Toczenie dokładne → Szlifowanie dokładne → Walcowanie gwintów → Nagrzewanie indukcyjne i hartowanie, odpuszczanie → Testy nieniszczące → Pakowanie → magazynowanie.
2. Wymagania techniczne dotyczące obróbki cieplnej indukcyjnej kołka kulowego
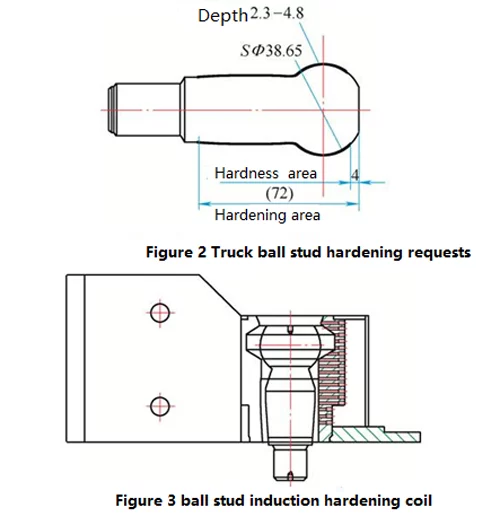
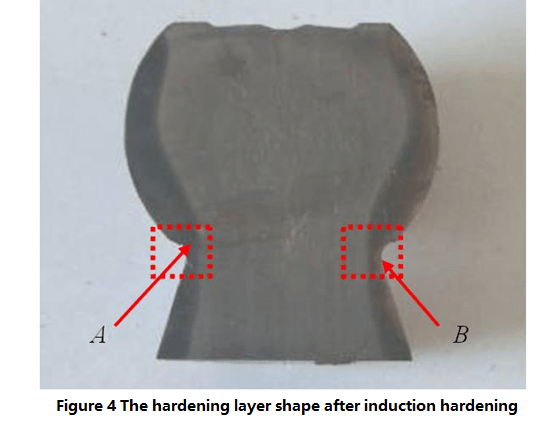
Zgodnie z wymaganiami technicznymi kołka kulowego (patrz rysunek 2), do hartowania i odpuszczania stosuje się nagrzewanie indukcyjne średniej częstotliwości. Nagrzewnica pośredniej częstotliwości o mocy 200kW i częstotliwości 8000Hz; hartującym środkiem chłodzącym jest czysta woda, temperatura wody wynosi 20 ~ 40 ℃, a ciśnienie wody hartowniczej wynosi 0.2 ~ 0.8 MPa; odpuszczanie przyjmuje piec do odpuszczania typu studni i temperaturę odpuszczania 180 ° C. Budowę zastosowanego wzbudnika grzejnego pokazano na rysunku 3.
3. Istniejące problemy
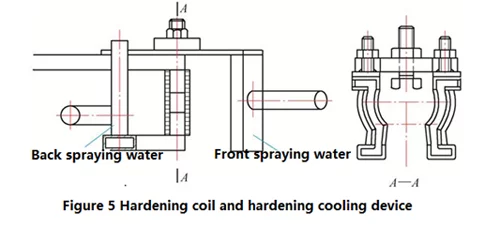
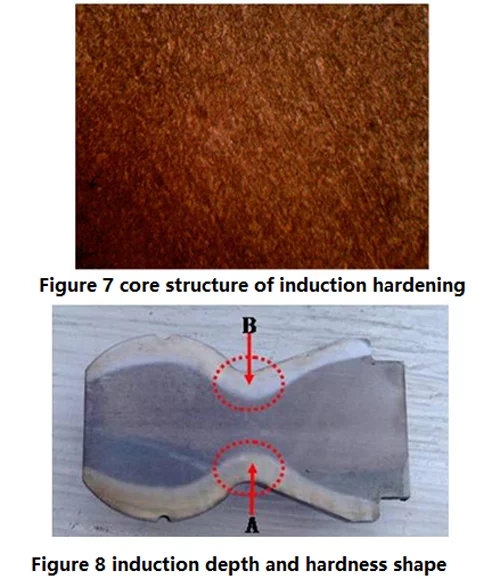
Kołek kulowy poddany wyżej wymienionemu procesowi indukcyjnej obróbki cieplnej o częstotliwości pośredniej jest potwierdzony przez kontrolę: twardość, struktura martenzytu, głębokość utwardzonej warstwy, utwardzony obszar i kształt są kwalifikowane i spełniają wymagania techniczne, ale w kształcie utwardzona warstwa pokazana na fig. 4, A i B są oczywiście głębsze niż inne części, a głębokość utwardzonej warstwy jest bardzo nierówna, co stwarza duże trudności w kontroli stabilności obróbki cieplnej. Dlatego postanowiliśmy poprawić to niepożądane zjawisko.
4. Ulepszenia
Nowo zaprojektowany induktor i urządzenie do zraszania wodą chłodzącą mają konstrukcję podzieloną (patrz rysunek 5). Lewa strona to czujnik i schładzające urządzenie do natryskiwania wody chłodzącej zmontowane w zespole, a prawa przekrój poprzeczny AA to cewka indukcyjna i urządzenie pozycjonujące na przedmiocie obrabianym. , Kształt wzbudnika zapewnia równomierność szczeliny między wewnętrzną stroną efektywnego pierścienia wzbudnika a obrabianym przedmiotem. Przedmiot obrabiany jest umieszczany w dolnym mechanizmie zaciskowym, przesuwany do induktora, ustawiany w pozycji środkowej, mocowany za pomocą górnego urządzenia pozycjonującego, a następnie opuszczany. Mechanizm zaciskowy urządzenia napędza sworzeń kulisty, aby się obracał, a czujnik jest zasilany energią w celu podgrzania części. Po zakończeniu ogrzewania, przednie i tylne komory natryskowe z wodą hartowniczą są spryskiwane w celu schłodzenia i hartowania. Powyższy proces jest powtarzany dla niehartowanego kołka kulowego, a hartowany kołek kulowy jest wkładany do pieca do odpuszczania w celu odpuszczania.
5. Popraw efekty
Zastosuj powyższe środki poprawy do ponownej obróbki cieplnej indukcyjnej trzpienia kulowego. Po sprawdzeniu twardość odpuszczona wynosi 60 HRC; stopień 2; głębokość utwardzonej warstwy wynosi 3.2 ~ 4.0 mm, jak pokazano na rysunku 8, kształt i głębokość warstwy ulepszonej warstwy utwardzonej kołka kulowego są stosunkowo jednolite, zwłaszcza głębokość utwardzonej warstwy w punktach A i B na rysunku 8. Kształt został znacznie ulepszony, ale w procesie produkcyjnym operator zgłosił, że wydajność zaciskania i rozładowywania była niska, co skutkowało niższą wydajnością niż przed poprawą.
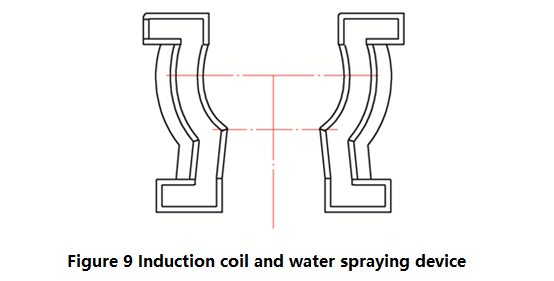
6. Popraw ponownie
Ze względu na niską wydajność mocowania i rozładowywania analizujemy głównie, że nowo zaprojektowane urządzenie pozycjonujące i mocujące nie jest wystarczająco rozsądne, co prowadzi do większej liczby operacji ręcznych i zajmuje dużo czasu. Dlatego zdecydowaliśmy się na wprowadzenie pionowej obrabiarki w miejsce pierwotnego pozycjonowania i mocowania. Skraca to czas potrzebny na oryginalną nakrętkę mocującą oraz czas potrzebny na przesunięcie przedmiotu obrabianego do cewki indukcyjnej, gdy przedmiot obrabiany jest umieszczony w dolnym mechanizmie zaciskowym. Z tego powodu odpowiedni dzielony wzbudnik pokazany na fig. 5 i urządzenie do natryskiwania wody chłodzącej AA. Widok zmienia się do stanu pokazanego na fig. 9. Po wprowadzeniu do produkcji udoskonalonego mechanizmu docisku i pozycjonowania, wydajność docisku i rozładunku powraca do normalnego stanu produkcyjnego, który spełnia wymagania produkcyjne.
7. Wnioski
Poprzez systematyczne doskonalenie indukcyjnej obróbki cieplnej kołków kulowych o złożonych kształtach, lepiej rozumiemy, że w procesie projektowania procesu obróbki cieplnej tylko proces cyklu ciągłego projektowania, praktycznej weryfikacji, potwierdzenia ulepszeń i ponownego zbadania i poprawa może sprawić, że cały proces obróbki cieplnej. System jest stale ulepszany, aby lepiej spełniał wymagania dotyczące wydajności technicznej wymagane przez projekt części.

 System hartowania CNC
System hartowania CNC

